





Китай: PVC 4′ трубы – новые технологии производства?
2026-02-21
Китай: PVC 4 трубы – новые технологии производства?
Когда слышишь про ?новые технологии? в производстве PVC 4 труб из Китая, сразу хочется разобраться — это реальный сдвиг или просто маркетинг? Много говорят о прорывах, но на практике часто сталкиваешься с тем же старым экструдером, только покрашенным в новый цвет. Попробую разложить по полочкам, исходя из того, что видел сам и о чём говорят в цехах.
Что скрывается за термином ?новая технология??
В первую очередь, нужно понимать, что для Китая ?новое? часто означает не фундаментальное изобретение, а серьёзную оптимизацию существующих процессов. Речь редко идёт о новом полимере — состав PVC для напорных и дренажных труб давно устоялся. Ключевые изменения происходят в зоне экструзии и калибровки. Если раньше допуски по толщине стенки могли ?гулять?, то сейчас внедряются системы лазерного контроля в реальном времени, которые корректируют параметры экструдера на лету. Это не фантастика, такое оборудование уже ставят, например, на заводах в провинции Шаньдун.
Но здесь же и кроется главный подводный камень. Такая система требует идеальной подготовки сырья. Видел ситуацию, когда на завод завезли партию вторичного PVC с нестабильными показателями текучести. Датчики сходили с ума, пытаясь подстроиться, в итоге — брак и простой линии. Получается, технология новая, а базовые проблемы со смесеприготовлением остались старыми. Без качественного сырья все эти ?умные? системы бесполезны.
Ещё один аспект — это охлаждение. Переход с вакуумных ванн на многоступенчатые калибраторы с точным температурным контролем каждого участка — это действительно заметный шаг. Он позволяет снять внутренние напряжения в стенке трубы сразу после формовки, что критично для стабильности PVC 4 труб при дальнейшей укладке и эксплуатации под нагрузкой. Но опять же, это увеличивает сложность и стоимость линии.
Опыт с двойными стенками и перекрёстные технологии
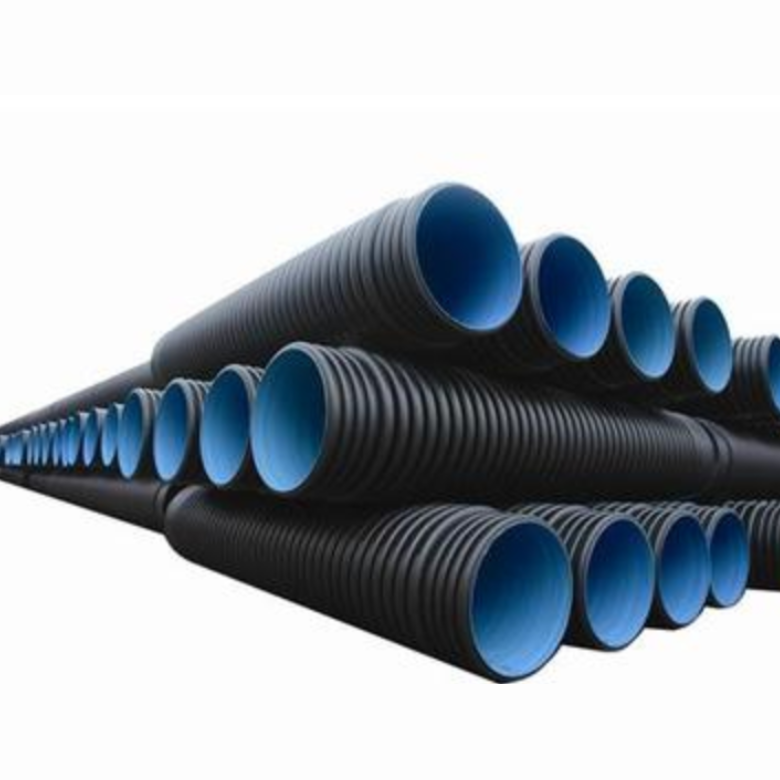
Интересно наблюдать, как опыт из смежных областей перетекает в производство ПВХ труб. Яркий пример — технологии, отработанные на производстве двустенных дренажных труб из HDPE. Компании, которые давно работают в этой нише, как ООО Шаньдун Чжунцин Электроэнергетические Технологии (их сайт — sdzqdl.ru), имеют глубокую экспертизу в коэкструзии и формировании сложных профилей. Их специализация — дренажные трубы с двойными плоскими стенками из HDPE, но принципы контроля качества слоёв и сцепления материалов бесценны.
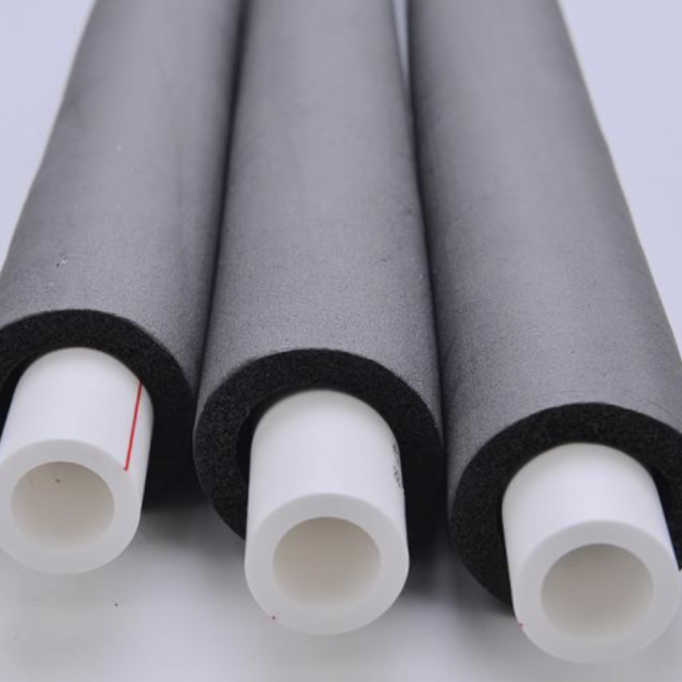
Есть ощущение, что некоторые производители ПВХ сейчас пытаются адаптировать этот подход. Не для создания двойной стенки, а для нанесения наружного защитного или идентификационного слоя прямо в процессе экструзии. Это могло бы решить проблему УФ-стабилизации без последующей покраски. Пока это больше эксперименты, но на одной из выставок в Гуанчжоу видел образцы PVC труб 4 дюйма с матовым наружным слоем, который, по словам представителя, наносился коэкструзией. На изломе было видно чёткое разделение слоёв.
Практическая выгода? Если это работает, то труба получает дополнительную стойкость к атмосферным воздействиям прямо на выходе из линии, без отдельного технологического передела. Но стоимость такого решения пока высока, и для массового дренажа или кабельной канализации его применение под вопросом. Скорее, для ответственных открытых трасс.
Проблема совместимости добавок
Углубляясь в детали, нельзя обойти тему добавок. Новые технологии стабилизаторов и модификаторов ударной вязкости — это, пожалуй, самая ?тихая? революция. Современные кальций-цинковые комплексы позволяют добиться стабильности PVC при более высоких температурах обработки, что даёт возможность увеличить скорость экструзии. Но здесь мы снова упираемся в сырьё.
Дело в том, что эффективность этих добавок сильно зависит от базовых свойств PVC-смолы. Китайские производители смолы сильно разнятся по качеству. Если смола имеет широкое молекулярно-массовое распределение, даже самый дорогой стабилизатор не даст идеального результата. Приходится подбирать ?коктейль? добавок под каждую партию сырья, а это искусство технолога, а не просто следование рецептуре. Видел, как на одном заводе две идентичные линии на разном сырье выдавали трубы с разной длиной сохранения глазури после калибратора. Причина — в разной активности добавок.
Автоматизация и ?цифровой след?: где реальная польза?
Много шума вокруг Индустрии 4.0 и полной автоматизации. В контексте производства труб это чаще всего означает систему MES (Manufacturing Execution System), которая собирает данные с датчиков по всей линии. Для инженера это золотая жила. Можно отследить, как колебание температуры в зоне подготовки шихты на 2 градуса через час отразилось на диаметре трубы на выходе.
Но внедрение таких систем упирается в кадры. Оператору старой закалки, привыкшему слушать шум экструдера и смотреть на стружку трубы, интерфейс со множеством графиков часто непонятен. На одном из предприятий была попытка внедрить такую систему, но в итоге её использовали только для формирования отчётов для руководства, а реальные решения принимались по-старому — опытным путём и по звонку старшему мастеру. Технология есть, а её интеграция в рабочий процесс провалилась.
С другой стороны, где автоматизация действительно прижилась и дала эффект — так это в логистике сырья и готовой продукции. Системы учёта, которые следят за остатками гранул в силосах и автоматически формируют заявки на закупку, или роботы-паллетизаторы, которые укладывают трубы PVC 4 дюйма в штабель с минимальным межтрубным зазором, экономя пространство склада. Это не так эффектно, как AI-контроль качества, но даёт прямую и быструю экономию.
Кейс: когда новая линия не вышла на проектную мощность
Хочу привести пример из практики, который хорошо иллюстрирует разрыв между теорией и практикой. Один знакомый завод в Хэбэе закупил новейшую немецкую линию для производства напорных PVC труб, включая калибр 4. Всё по последнему слову техники: цифровое управление, энергоэффективные двигатели, интегрированная система сушки и просеивания гранул. Проектная мощность — тонна в час.
Но выйти на эти показатели не удалось полгода. Проблема оказалась в, казалось бы, мелочи — в системе подачи сырья из силоса в бункер экструдера. Немцы рассчитали её на гранулы с идеальной сыпучестью. Китайское же сырьё, особенно в сезон высокой влажности, имело тенденцию слёживаться. В бункере образовывались своды, подача шла рывками, экструдер работал нестабильно. Пришлось местным инженерам своими силами проектировать и устанавливать дополнительные вибрационные разрыхлители. Мощность вышли, но только после глубокой доработки ?под местные реалии?. Вывод: даже самая продвинутая технология требует адаптации.
Взгляд в будущее: куда движется отрасль?
Исходя из того, что видно сейчас, основные усилия будут направлены не на создание чего-то радикально нового, а на обеспечение стабильности и предсказуемости. Производство труб ПВХ становится более ?скучным? и точным. Тренд — это тотальный контроль на всех этапах, от приёмки сырья до маркировки готового хлыста. Всё большее значение будет играть возможность проследить всю историю производства конкретной партии труб.
Второе направление — экология. Давление как внутреннего китайского законодательства, так и требований зарубежных заказчиков заставляет искать пути сокращения отходов и использования регранулята. Здесь технологии замкнутого цикла, когда облой и бракованные отрезки трубы сразу дробятся, очищаются и дозированно подаются обратно в шихту, будут развиваться. Но это опять сложная задача по поддержанию стабильности свойств материала.
Так что, возвращаясь к заглавному вопросу: да, новые технологии есть, и они работают. Но их суть — не в сенсационных открытиях, а в кропотливой работе по повышению эффективности, снижению себестоимости и, что самое главное, гарантированному качеству каждой 4-дюймовой трубы ПВХ, выходящей с конвейера. Прогресс идёт не рывками, а мелкими, но уверенными шагами, и его двигают в первую очередь практики, решающие конкретные производственные задачи.