





Китай: инновации в производстве труб 32 мм?
2026-02-23
Когда слышишь про инновации в Китае, особенно в такой, казалось бы, стандартной номенклатуре, как трубы 32 мм, многие сразу думают про автоматизацию или новые сплавы. Но реальность часто сложнее и прозаичнее. Основной прорыв последних лет лежит не столько в материале, сколько в подходах к проектированию самого процесса и интеграции контроля качества на каждом этапе. Это не про то, чтобы сделать трубу прочнее на 5%, а про то, чтобы вся партия от начала до конца была предсказуемой, а отходы — минимальными. И здесь есть над чем подумать.
Где кроется реальное новшество?
Если брать конкретно производство труб диаметром 32 мм, то ключевой сдвиг я наблюдаю в переходе от ?просто экструзии? к комплексным системам калибровки и охлаждения. Раньше проблема была в консистенции: незначительные колебания температуры расплава или скорости протяжки давали разброс по толщине стенки и овальности. Сейчас же на передовых линиях, например, тех, что использует ООО Шаньдун Чжунцин Электроэнергетические Технологии, внедрены системы лазерного сканирования в реальном времени прямо на выходе из экструдера. Это не просто датчики — это алгоритмы, которые мгновенно корректируют параметры. Кажется мелочью, но для монтажников, которые потом режут сотни труб на объекте, однородность — это скорость работы и отсутствие брака на стыках.
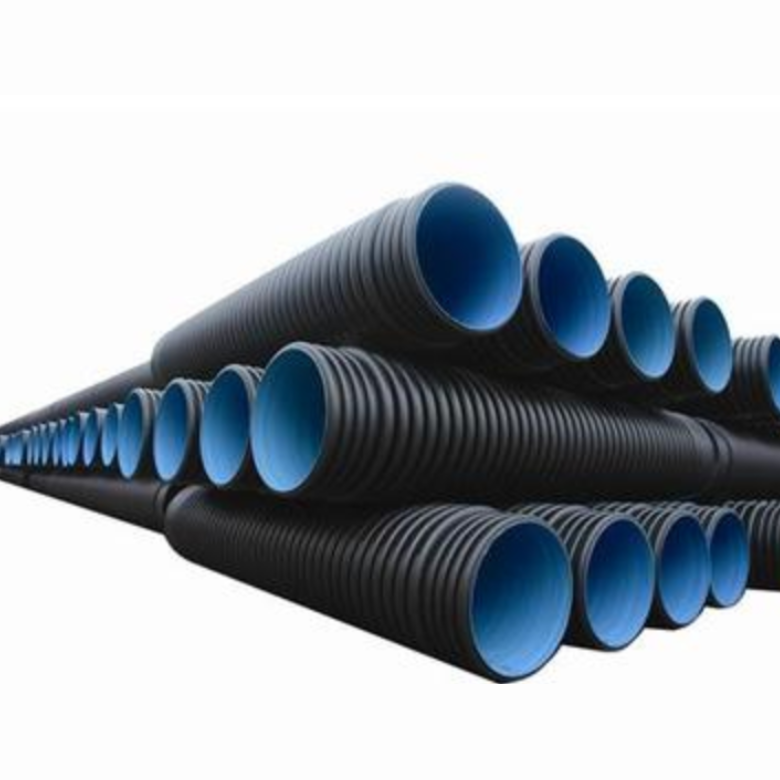
Ещё один момент, который часто упускают в общих статьях, — это подготовка сырья. Инновации начались с гранулята HDPE. Не просто закупить качественный полимер, а научиться точно дозировать добавки — стабилизаторы, модификаторы ударной вязкости — под конкретные условия эксплуатации. Для тех же дренажных труб с двойными стенками, которые как раз профиль Шаньдун Чжунцин, важно, чтобы внутренний слой был максимально гладким для стока, а наружный — стойким к истиранию о грунт. Достигается это не волшебным составом, а технологией послойной коэкструзии с точным контролем вязкости каждого потока. Помню, как на одной из пробных партий пытались сэкономить, упростив головку, — в итоге слои местами расслаивались при низких температурах. Пришлось возвращаться к проверенной, хоть и более дорогой, схеме.
И конечно, автоматизация упаковки и логистики. Труба 32 мм — штука относительно компактная, но её перевозят пачками. Новые системы формируют паллеты с точным расчётом нагрузки, автоматически наносят маркировку с QR-кодом, в который зашиты все параметры партии: время производства, номер линии, данные контроля. Для клиента это гарантия прослеживаемости. Для производителя — возможность быстро проанализировать, если вдруг где-то на объекте возникнет претензия.
Оборудование: адаптация vs. прямое копирование
Здесь много споров. Часто говорят, что китайские заводы просто копируют немецкие или австрийские линии. Отчасти это было правдой лет десять назад. Сейчас же тенденция — глубокая адаптация. Берётся базовая, надёжная конструкция экструдера, но системы управления и контроля разрабатываются и производятся локально. Это даёт гибкость. Например, можно быстро перепрограммировать линию под другой типоразмер или добавить модуль для нанесения внутреннего покрытия, если поступил специфический заказ.
На практике это выглядит так: основная рама и шнековая группа могут быть от проверенного поставщика, а вот шкаф управления с сенсорным экраном и ПО — собственной разработки. Преимущество в том, что сервисные инженеры завода знают эту ?начинку? как свои пять пальцев и могут дистанционно диагностировать 90% проблем. Я сам видел, как на заводе в Шаньдуне инженер по видеосвязи из офиса помогал коллегам на старой площадке скорректировать параметры после замены нагревателя. Экономия на простое — колоссальная.
Но есть и обратная сторона. Такая гибридизация требует от персонака более высокой квалификации. Недостаточно просто нажать кнопку ?старт?. Нужно понимать логику процесса. Порой это становится узким местом, особенно при расширении производства и наборе новых кадров. Приходится долго и упорно обучать.
Конкретный кейс: дренажные системы и роль 32-миллиметровой трубы
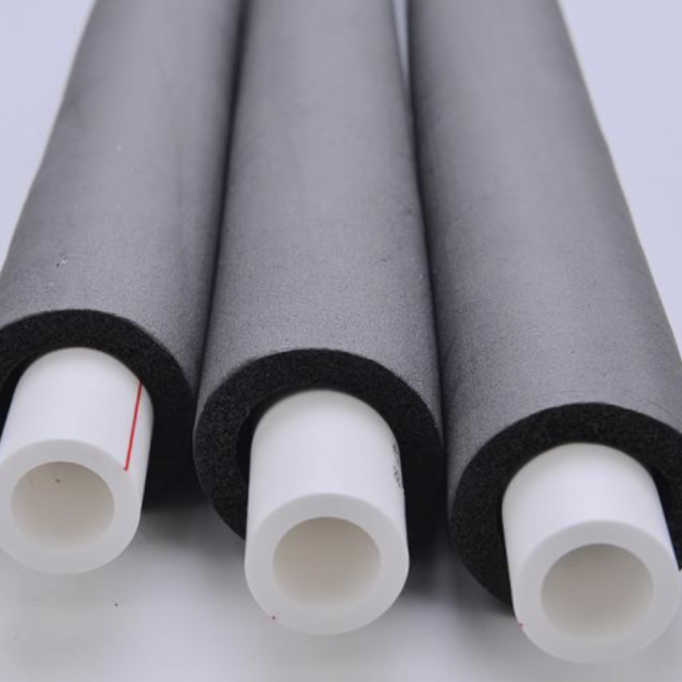
Вот здесь всё сходится. Возьмём специализацию компании ООО Шаньдун Чжунцин Электроэнергетические Технологии — дренажные трубы из стали и пластика с двойными плоскими стенками из HDPE. Труба 32 мм в их ассортименте — это часто не магистраль, а элемент разводки, отвод, соединение. Её инновационность — в точности геометрии и качестве соединения. Двойная стенка (гофрированная снаружи для жёсткости и гладкая внутри) при таком малом диаметре требует ювелирной точности изготовления. Малейший перекос — и фитинг будет сидеть неплотно, появится течь.
Что сделано? Во-первых, пересмотрели конструкцию фильер (формующих головок) для этого типоразмера. Увеличили число зон точного температурного контроля, чтобы пластик в таком небольшом потоке остывал равномерно. Во-вторых, внедрили 100% проверку каждого метра трубы на герметичность под давлением — не выборочно, а всю. Это увеличило себестоимость метра, но практически свело на-zero рекламации по этой позиции.
Интересный практический момент: для таких труб критически важна стойкость к засорению. Инновацией стало не только качество поверхности, но и разработка собственных фитингов с обтекаемой внутренней геометрией, которые минимизируют турбулентность потока. Это результат полевых испытаний и обратной связи от монтажных бригад, которые жаловались на старые образцы.
Проблемы и ограничения: о чём не пишут в рекламных буклетах
Инновации — это не только успехи. Сырьё. Качественный HDPE определённых марок не всегда доступен на внутреннем рынке в нужных объёмах. Зависимость от импорта сырья — это слабое место, которое бьёт по стабильности цены и планированию. Колебания мировых цен на полимеры могут ?съесть? всю выгоду от совершенствования технологии.
Энергоёмкость. Современные линии с точным подогревом и охлаждением, с системами рекуперации тепла — это здорово. Но их внедрение требует огромных капитальных затрат. Не каждый завод, даже крупный, может себе это позволить единовременно. Поэтому часто модернизация идёт поэтапно, участками. И на производстве могут одновременно работать и суперсовременная линия, и агрегат двадцатилетней давности, который ?дожимает? простые заказы. Это создаёт сложности в управлении качеством.
Стандартизация и сертификация. Выход на международные рынки требует соответствия десяткам стандартов (ISO, EN, ASTM). Каждая новая инновация, изменение в рецептуре или процессе, должны быть перепроверены и задокументированы для получения сертификатов. Это бюрократическая и временная нагрузка, которую часто недооценивают.
Взгляд вперёд: что будет дальше с трубой 32 мм?
Думаю, тренд сместится в сторону ?умных? характеристик. Речь не о чипах в трубе, конечно. А о материалах с заранее заданными свойствами. Например, трубы с повышенной стойкостью к конкретным химическим средам (для промышленного дренажа) или с функцией самоочистки внутренней поверхности за счёт специальных добавок. Исследования в этом направлении уже ведутся.
Вторая очевидная ветка — дальнейшая цифровизация всего жизненного цикла. От заказа сырья до монтажа на объекте. QR-код на трубе, который ведёт не просто к паспорту, а к облачной записи всех параметров её производства, включая графики температур и давления при экструзии. Это станет нормой для ответственных проектов.
И наконец, экология. Давление на сокращение углеродного следа будет расти. Это подстегнёт инновации в области использования вторичного сырья без потери качества. Задача-максимум — научиться производить трубы для технических нужд (такие как дренаж) из регранулята, которые будут не хуже первичных. Над этим бьются многие, включая, уверен, и коллег из Шаньдун Чжунцин. Пока что это баланс между стоимостью, свойствами и маркетингом, но движение идёт. В общем, даже в такой классической продукции, как труба 32 мм, покой нам только снится. Всё время приходится крутиться, пробовать, ошибаться и снова пробовать. И в этом, наверное, и есть суть реального производственного процесса.